Description
The chain pallet conveyor is a versatile and robust material handling solution designed to efficiently transport goods, particularly in industrial and warehouse settings. Ideal for conveying pallets that aren’t Bi-directional.
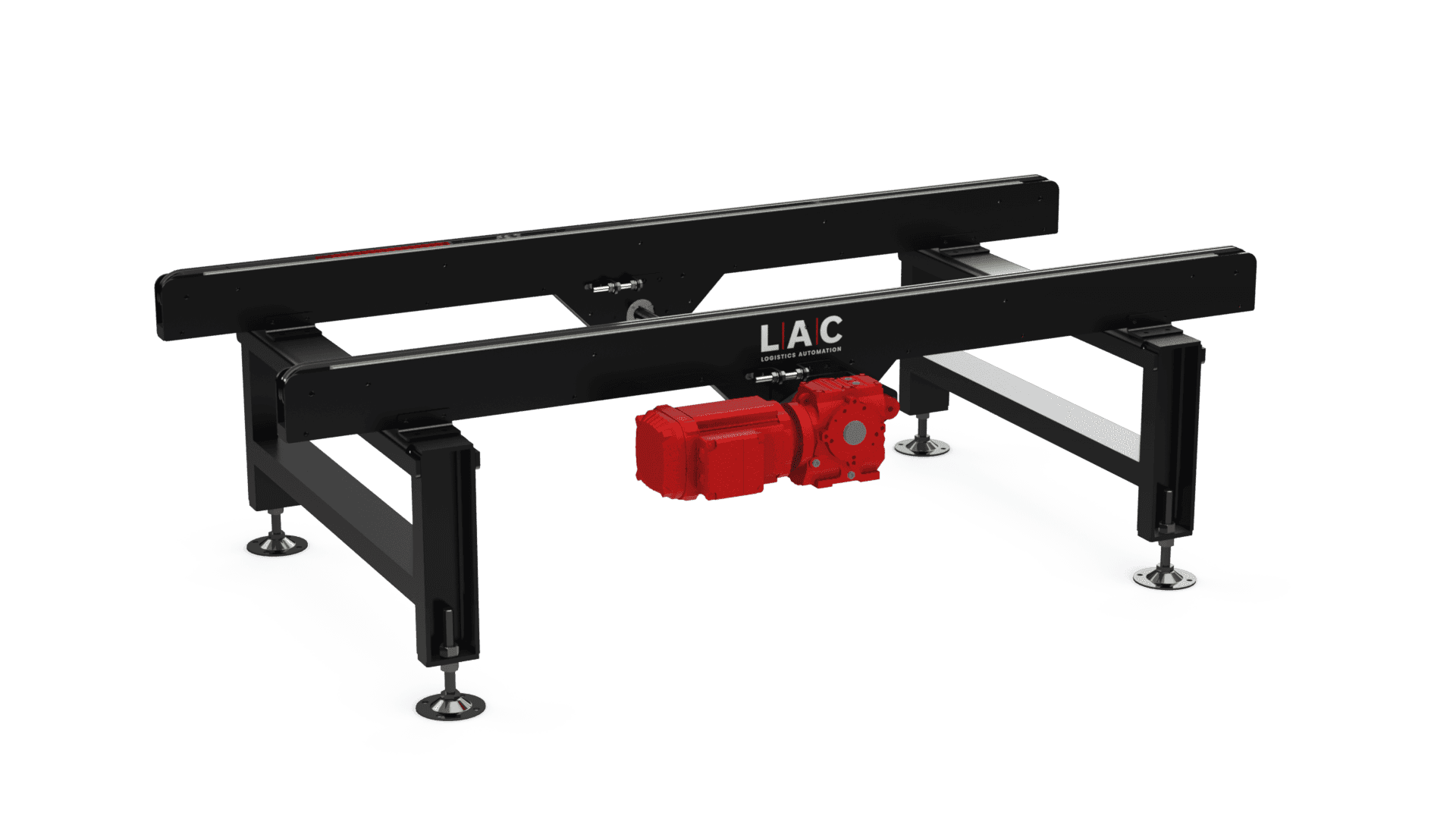
A chain conveyor is a type of conveyor system that uses one or more continuous chains to move materials along a fixed path. The chains are driven by a motor and guided along tracks, allowing products such as pallets, containers, or industrial components to be transported safely and efficiently. Chain conveyors are particularly suitable for:
Heavy loads and large items
Harsh or abrasive environments
Automated production lines
Pallet handling and bulk transport
Their durable construction and precise mechanical control make them ideal for industrial applications where reliability and strength are essential. Modern chain conveyor systems use modular designs, allowing easy integration with automation systems, robotic handling, and smart control technologies.
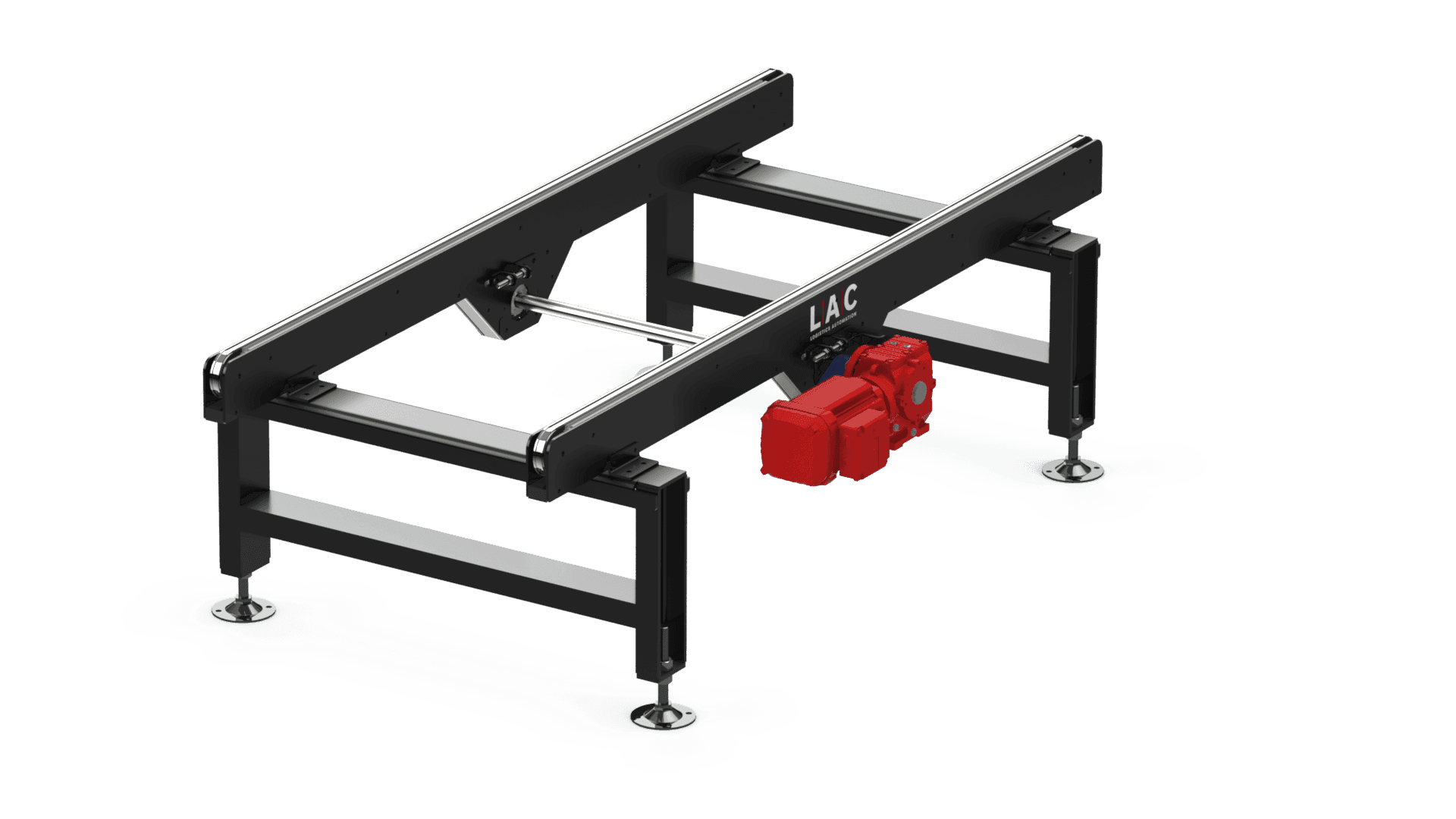
The chain pallet conveyor is a versatile and robust material handling solution designed to efficiently transport goods, particularly in industrial and warehouse settings. Ideal for conveying pallets that aren’t Bi-directional.
Pallet Chain Turntable Available In:
Available In:
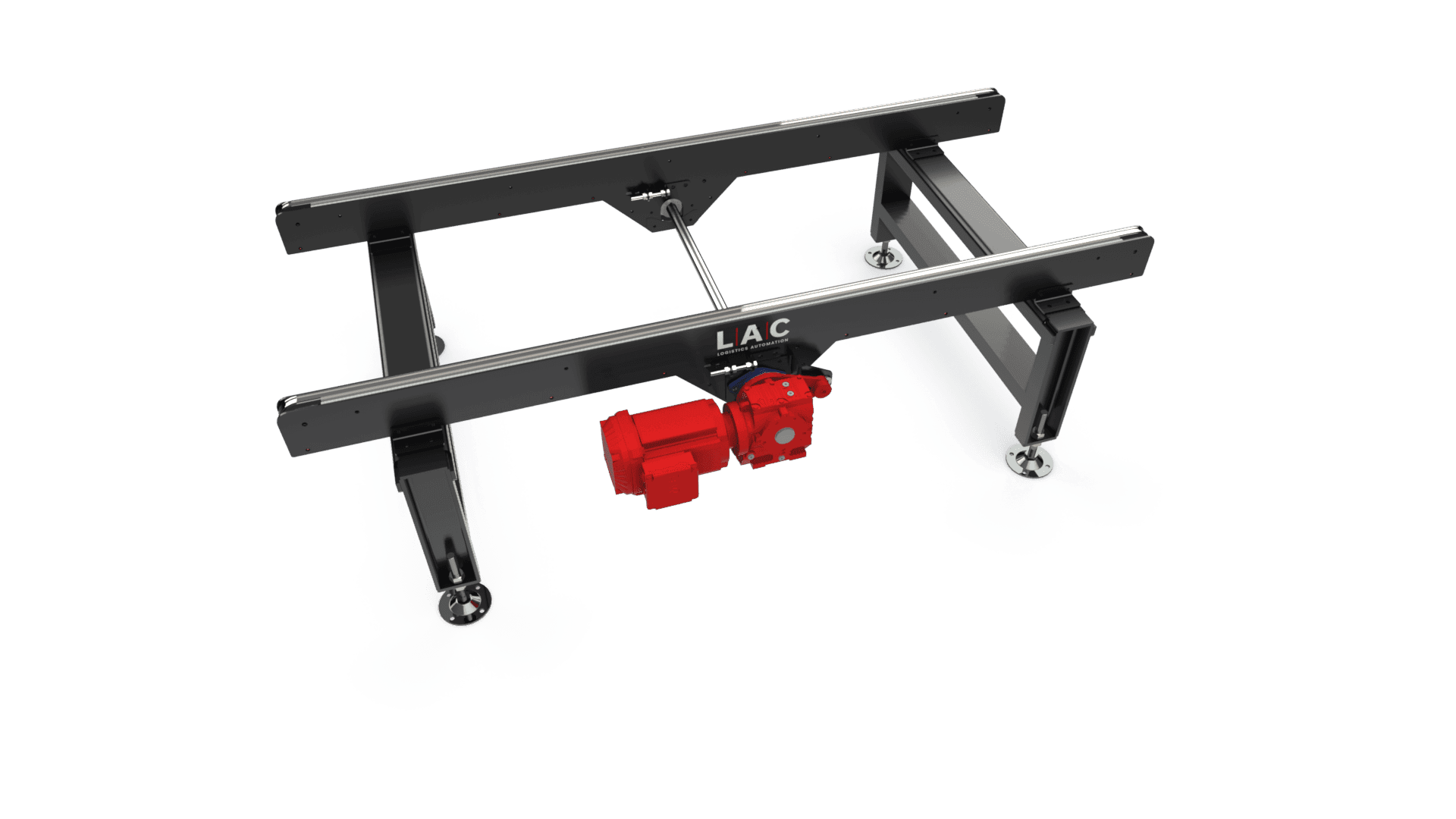
The chain pallet conveyor is a versatile and robust material handling solution designed to efficiently transport goods, particularly in industrial and warehouse settings. Ideal for conveying pallets that aren’t Bi-directional.
Pallet Chain Turntable Available In:
Available In:
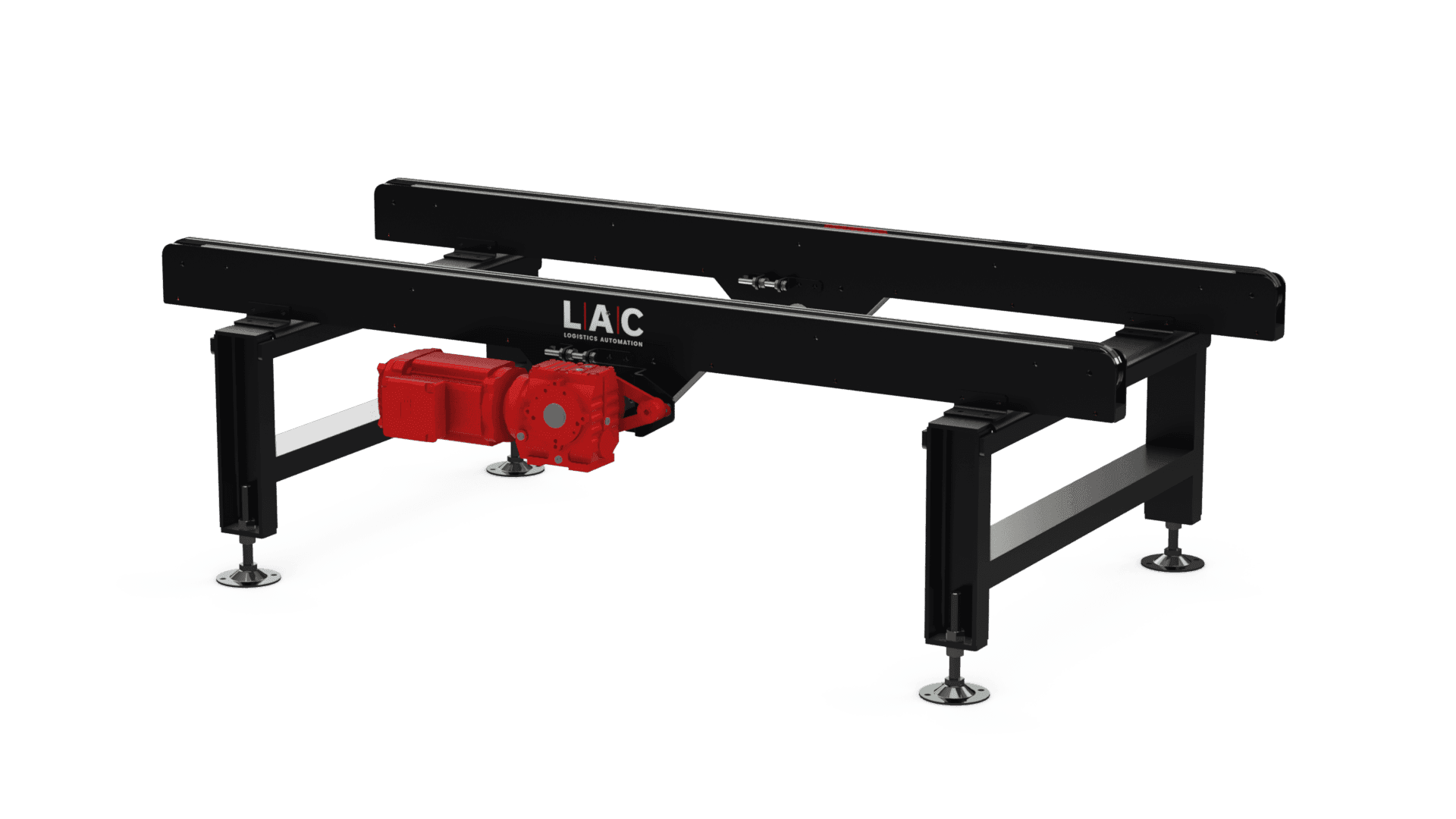
The chain pallet conveyor is a versatile and robust material handling solution designed to efficiently transport goods, particularly in industrial and warehouse settings. Ideal for conveying pallets that aren’t Bi-directional.
Chain conveyors offer several important advantages that make them essential for industrial material handling.
Chain conveyors are designed to handle heavy loads that other conveyor types may struggle with. Their robust chain-driven design allows them to transport:
This makes them ideal for manufacturing and logistics operations.
Chain conveyor systems are built using high-strength steel chains, sprockets, and frames, ensuring long service life even in harsh industrial environments.
They perform reliably in conditions involving:
This durability reduces downtime and maintenance requirements.
Chain conveyors provide controlled and consistent material movement, making them ideal for automated production and assembly lines.
Their mechanical design ensures:
This improves overall operational efficiency.
Unlike some conveyor systems, chain conveyors perform reliably in challenging environments such as:
Galvanised and stainless steel options provide additional corrosion resistance where required.
Chain conveyor systems automate material transport, reducing the need for manual handling. This improves operational efficiency while lowering labour costs and reducing the risk of workplace injuries. Automation allows staff to focus on higher-value tasks while the conveyor system manages material movement efficiently.
Due to their durability and reliability, chain conveyors offer low long-term operating costs.
Benefits include:
This makes chain conveyors a cost-effective investment for industrial operations.

MotionTech designed and implemented a chain conveyor system for Ball Corporation UK beverage can manufacturing facility. The system automated pallet handling and aluminium recycling processes, improving efficiency and reducing manual handling.
The conveyor system enabled:
This demonstrates how chain conveyors support modern automated manufacturing environments.
Chain conveyors are widely used across many industries due to their strength and versatility.
Typical applications include:
Their ability to transport heavy and irregular loads makes them essential for modern industrial operations.
Chain conveyors and belt conveyors serve different purposes depending on the application.
Chain conveyors are best suited for:
Belt conveyors are better suited for:
Many facilities use both systems together to optimise material handling efficiency.
Chain conveyor systems can be customised to meet specific operational requirements.
Customisation options include:
This flexibility allows chain conveyors to be tailored to specific industrial applications.
MotionTech designs and manufactures high-performance chain conveyor systems tailored to industrial applications.
Our solutions offer:
We work closely with clients to develop conveyor solutions that improve efficiency, safety, and operational performance.
Unit 3, Charles Park, Cinder Hill Road, Bulwell, Nottingham NG6 8RE
0115 975 3300
Sales enquiries: sales@motiontech.co.uk
