Belt Types, Conveyor Components and System Options
A belt conveyor can be configured in a number of ways depending on the product, environment and application. Common options include different belt types, frame materials, pulley arrangements and control features.
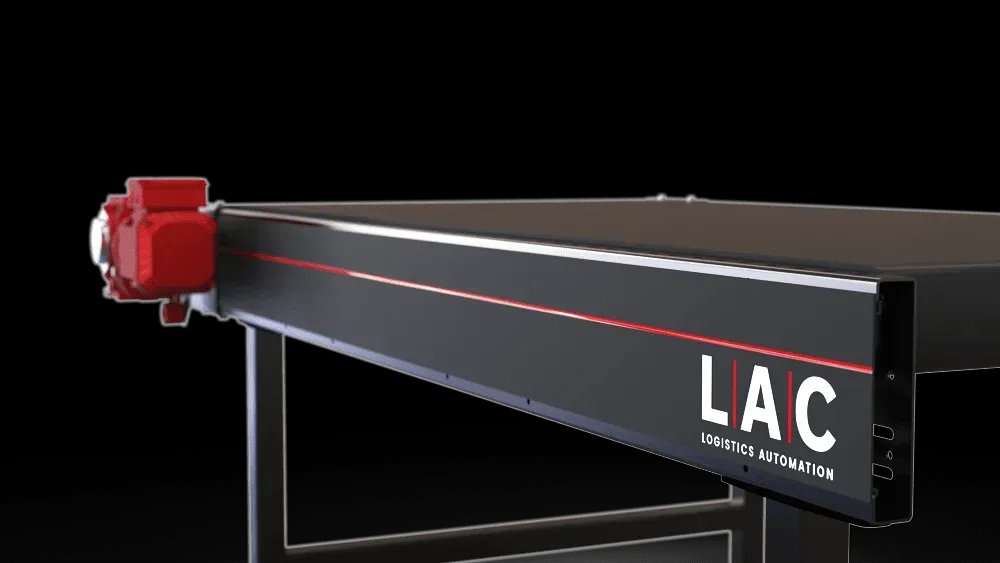
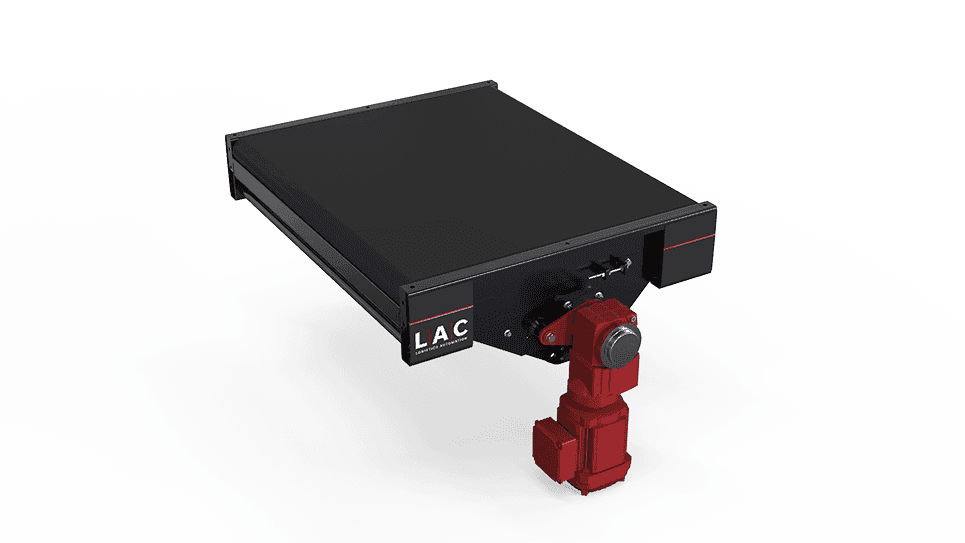
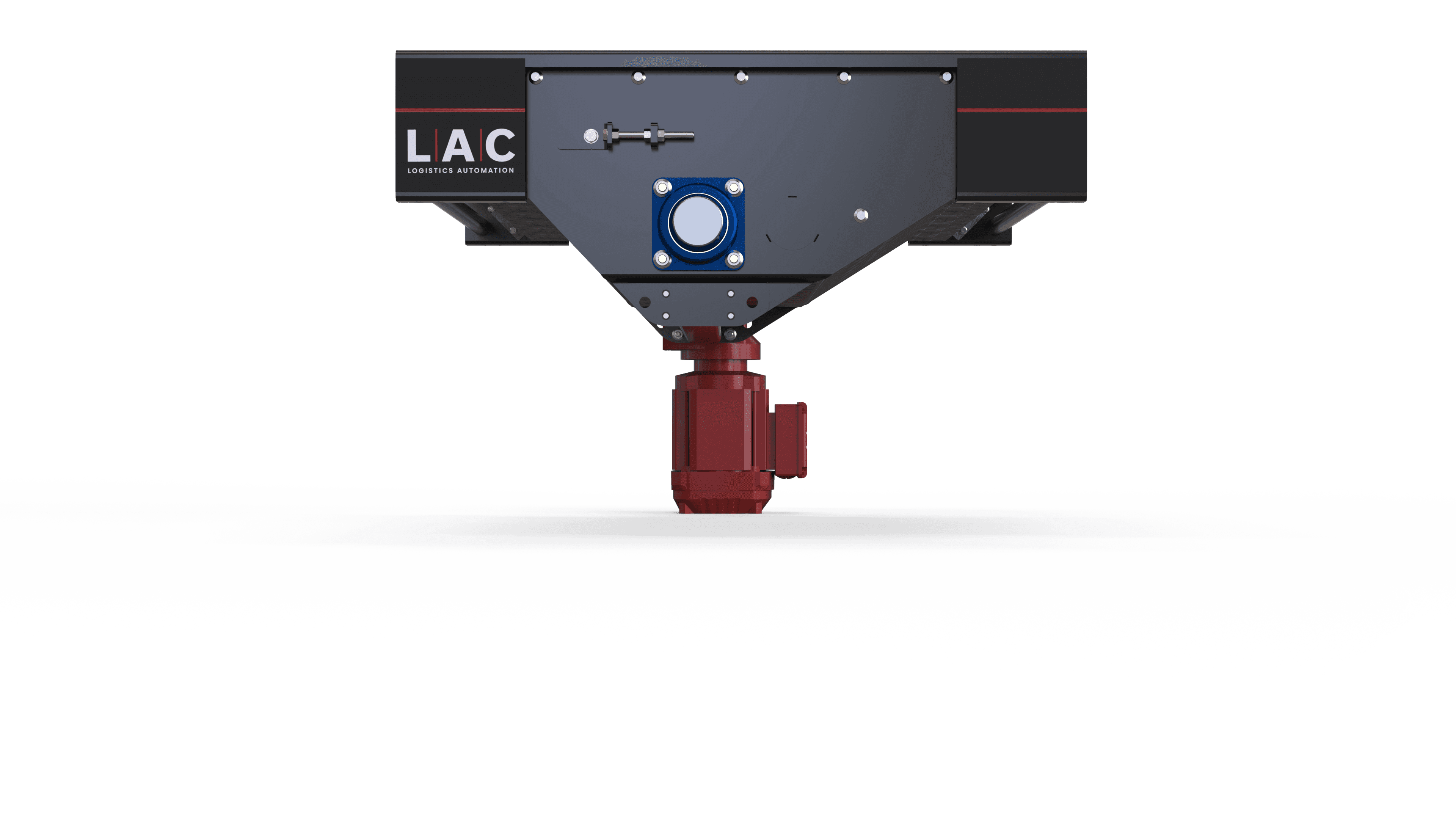
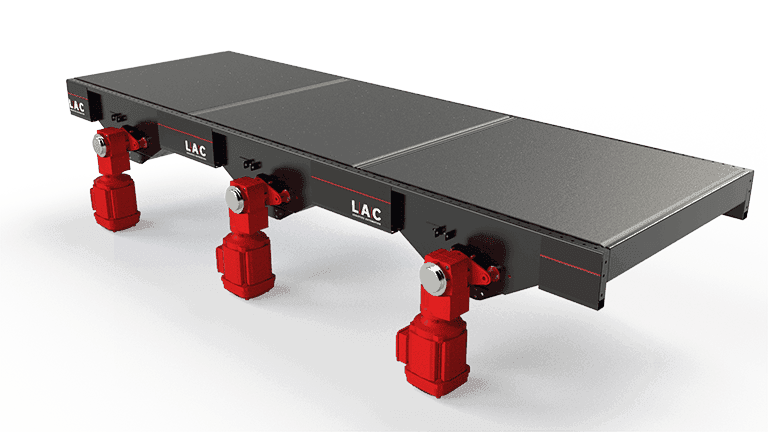
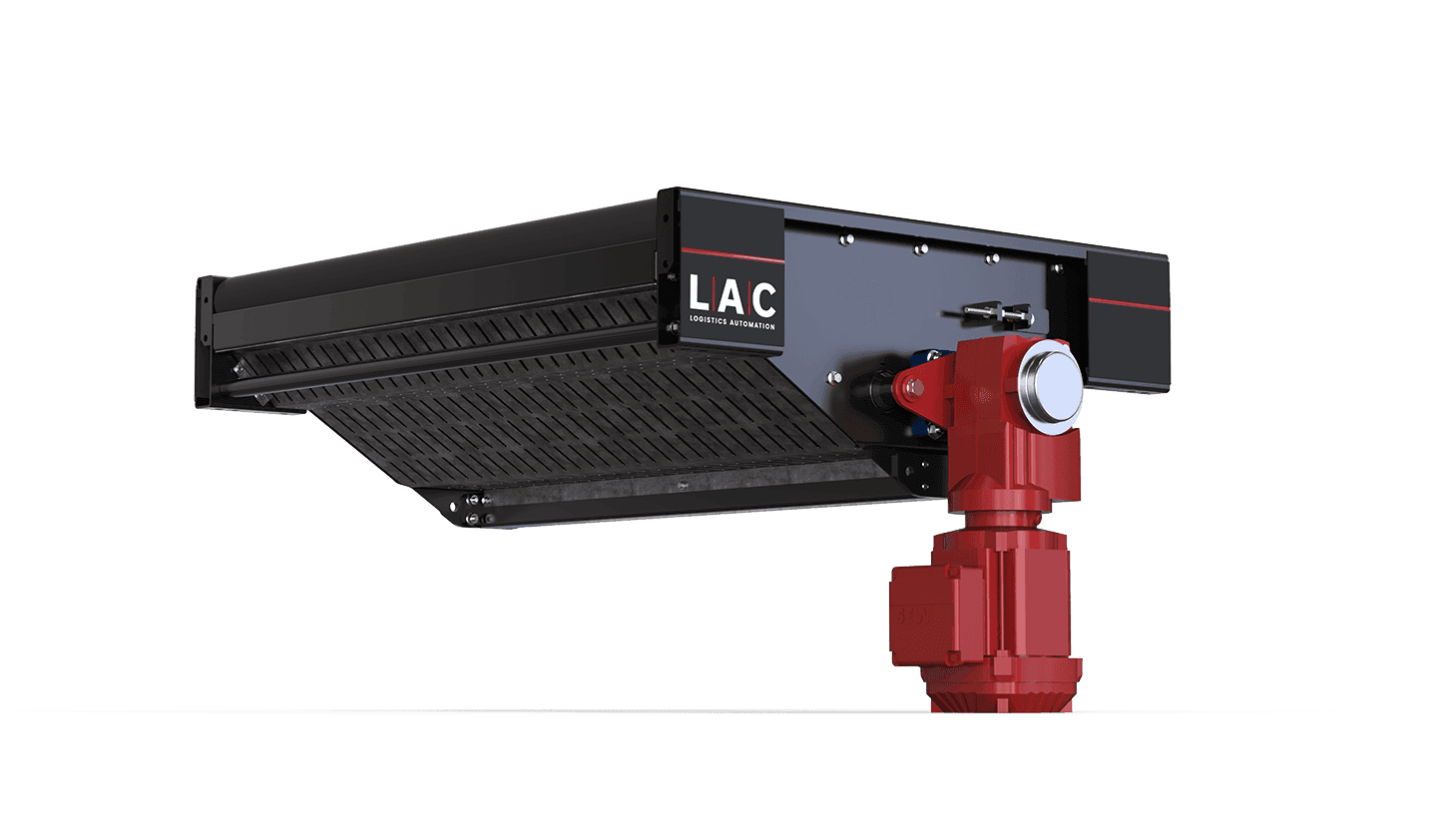
Typical conveyor components include:
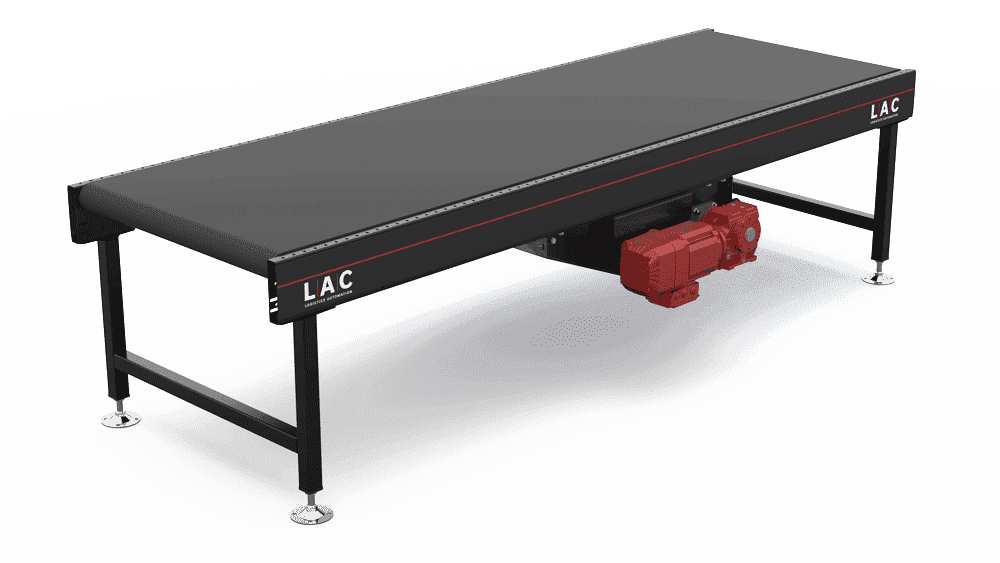
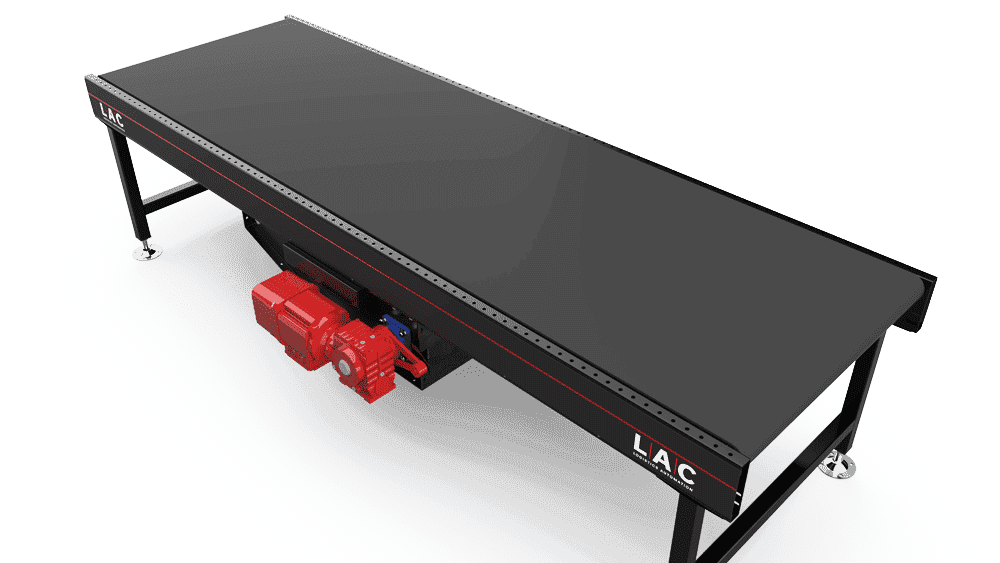
- Drive pulley and motor unit
- Idler rollers and return rollers
- Tensioning assemblies
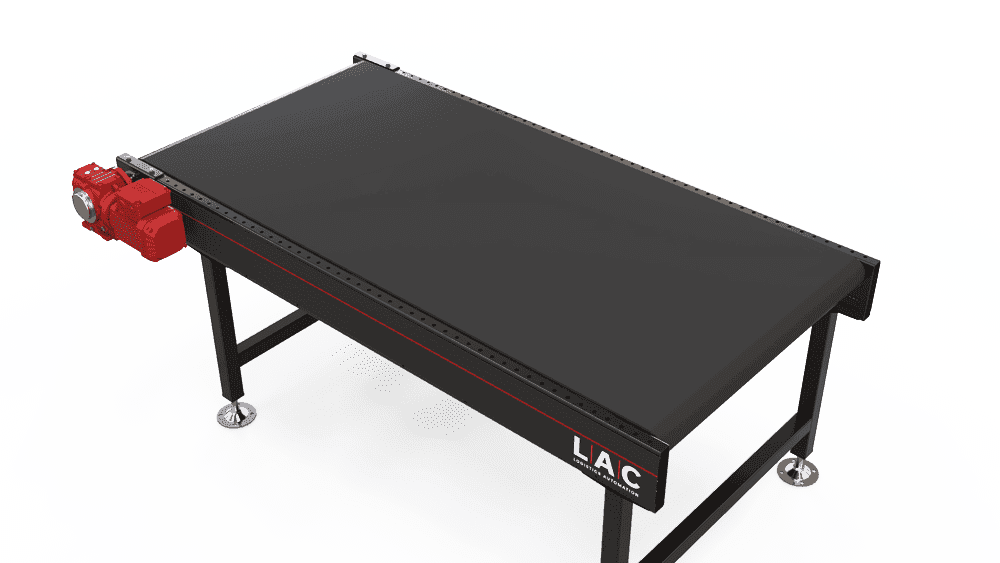
- Conveyor bed and support frame
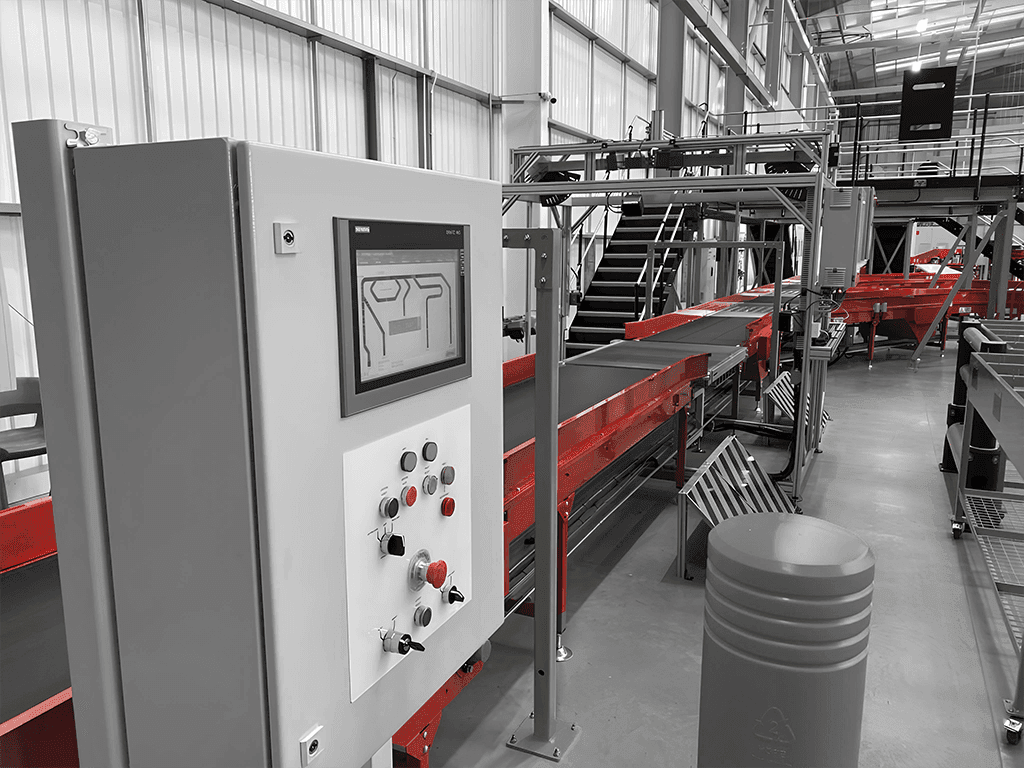
- Control panels and sensors
- Guards, guides and side rails
System specification can also vary by:
- Belt widths
- Conveyor length
- Product weight
- Belt speed
- Belt surface type
- Frame material
- Drive type
- Required hygiene standard
For many industrial applications, a flat belt conveyor is the preferred option because it provides even, continuous support. In more specialist applications, a modular belt conveyor, timing belt conveyor or sandwich belt conveyor may be considered depending on product control, orientation or transfer requirements.