What Is a Conveyor System?
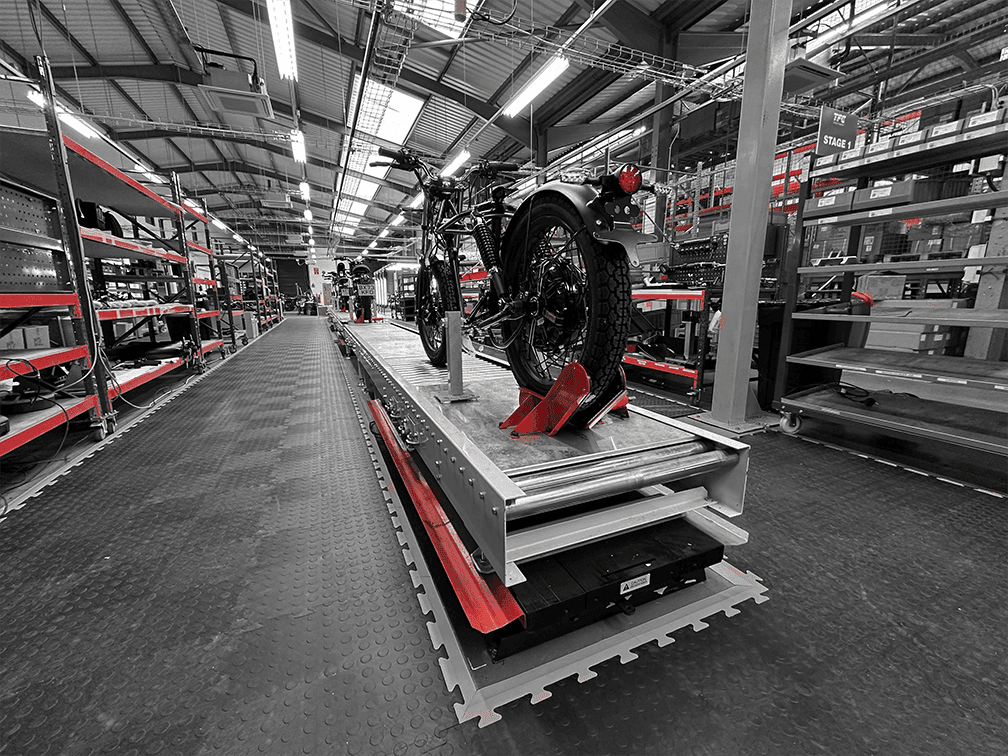
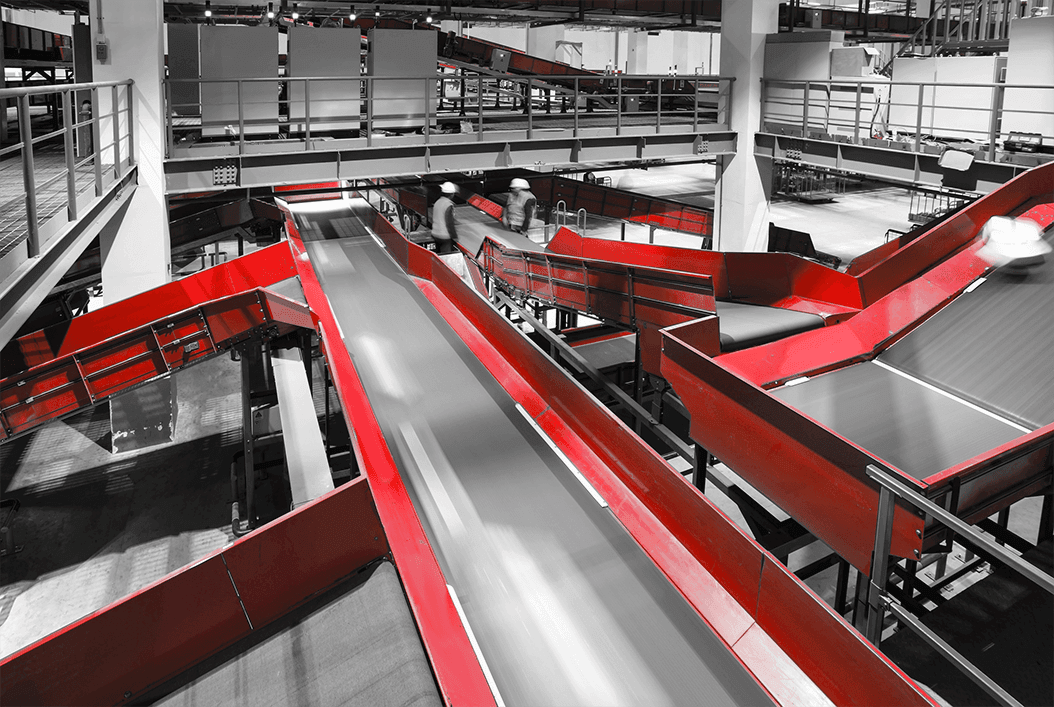
A conveyor system is a mechanical material-handling system used to move products or materials from one point to another with minimal manual intervention. Conveyor systems are commonly made up of belts, rollers, chains, frames, drives, motors, control panels and safety devices working together to create a consistent flow of goods.
Modern conveyor systems are widely used in manufacturing, warehousing, logistics, food processing and pharmaceutical environments where speed, safety, cleanliness and reliability are essential. A well-designed conveyor system helps improve throughput, reduce handling risks, simplify maintenance and support operational consistency.
For a more detailed overview, read our guide: What is a conveyor system?

Choosing the Right Conveyor System
Selecting the right conveyor system depends on product dimensions, load weight, throughput targets, hygiene requirements, available floor space, process flow and the level of automation required. The right system can improve safety, reduce bottlenecks and support a more efficient operation.
MotionTech supports customers from initial specification through design, manufacture, installation and commissioning. We supply both standard modular conveyors and bespoke conveyor systems.