Understanding End-to-End Conveyor Solutions
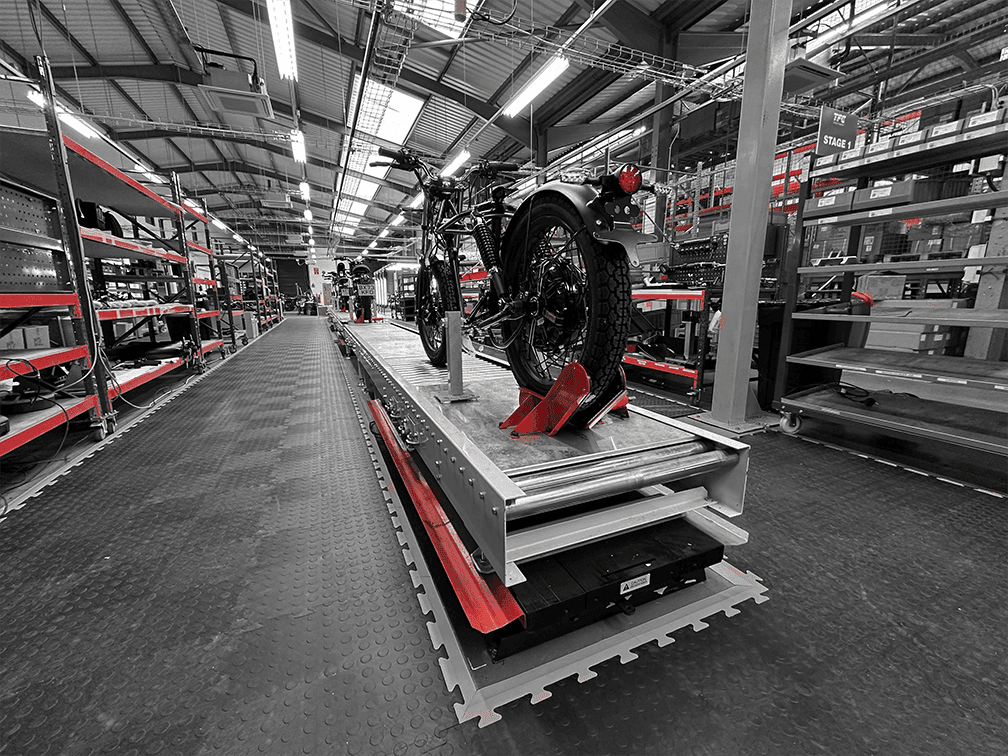
End-to-end conveyor solutions involve complete system lifecycle management, from initial consultation and design through installation, commissioning, and long-term maintenance. This holistic approach ensures seamless integration between conveyor hardware, control systems, and existing production infrastructure. Industrial automation suppliers offering true end-to-end capabilities take responsibility for entire project outcomes rather than merely supplying individual components.
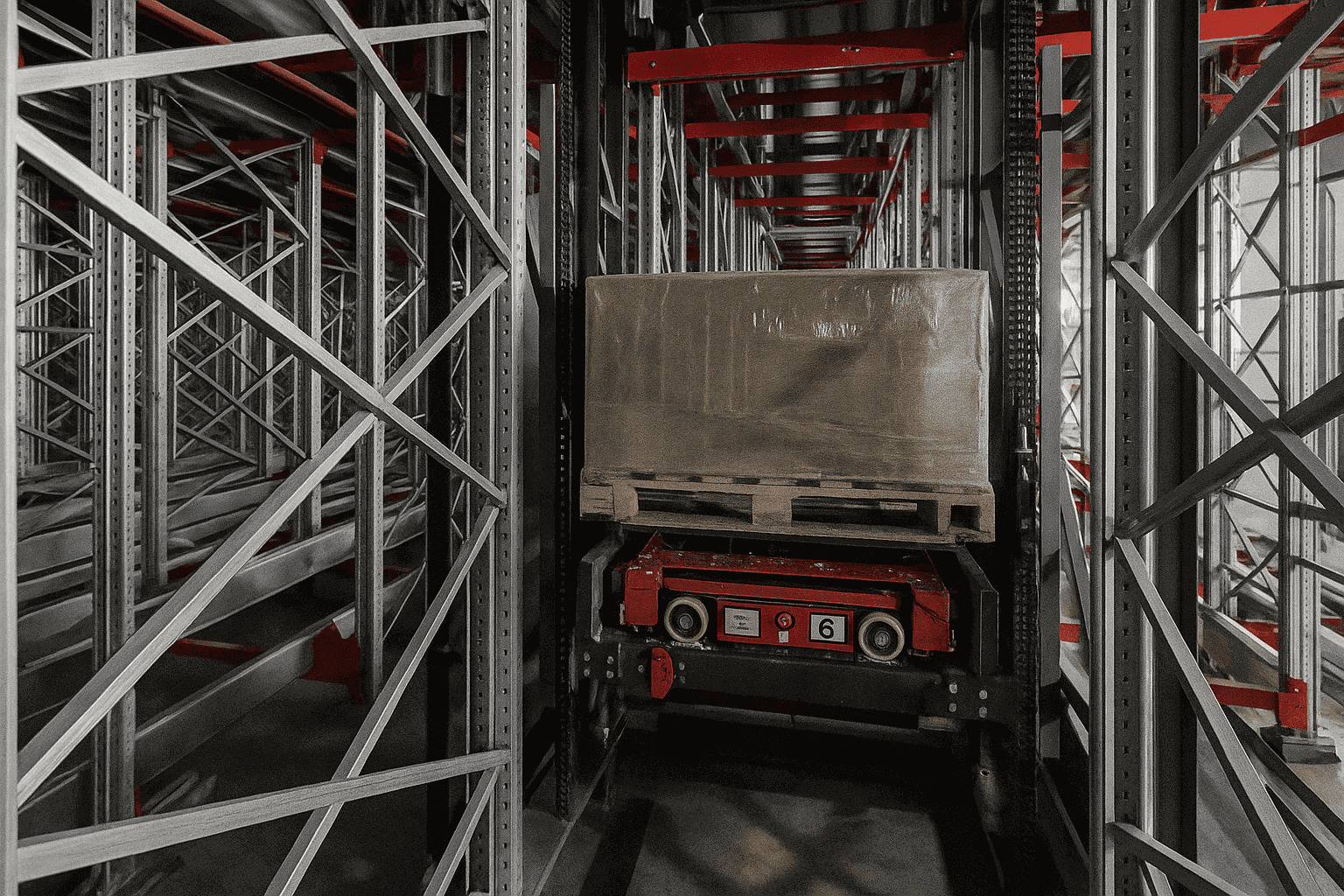
The distinction matters considerably. Fragmented procurement approaches, where different suppliers provide motors, controls, sensors, and mechanical components, often result in integration challenges, unclear accountability, and extended implementation timelines. Conversely, unified solutions from a single supplier streamline project execution whilst reducing coordination overhead and technical risk.