Predictive Maintenance and Operational Reliability
Traditional conveyor maintenance followed predetermined schedules based on manufacturer recommendations and historical failure patterns. Industry 4.0 conveyors fundamentally alter this approach through condition-based monitoring that assesses actual equipment health rather than relying on generalised timelines.
Machine learning algorithms analyse the continuous data streams from integrated sensors to establish baseline operational signatures for each conveyor section. Deviations from these established patterns trigger maintenance alerts long before component failures would disrupt production, allowing maintenance teams to schedule interventions during planned downtime rather than responding to emergency breakdowns.
The financial implications of this predictive capability extend well beyond avoided production stoppages. Component replacements occur based on actual wear conditions rather than conservative time-based schedules, reducing unnecessary parts consumption whilst simultaneously extending equipment lifespan through optimally timed interventions.
Adaptive Control and Dynamic Routing
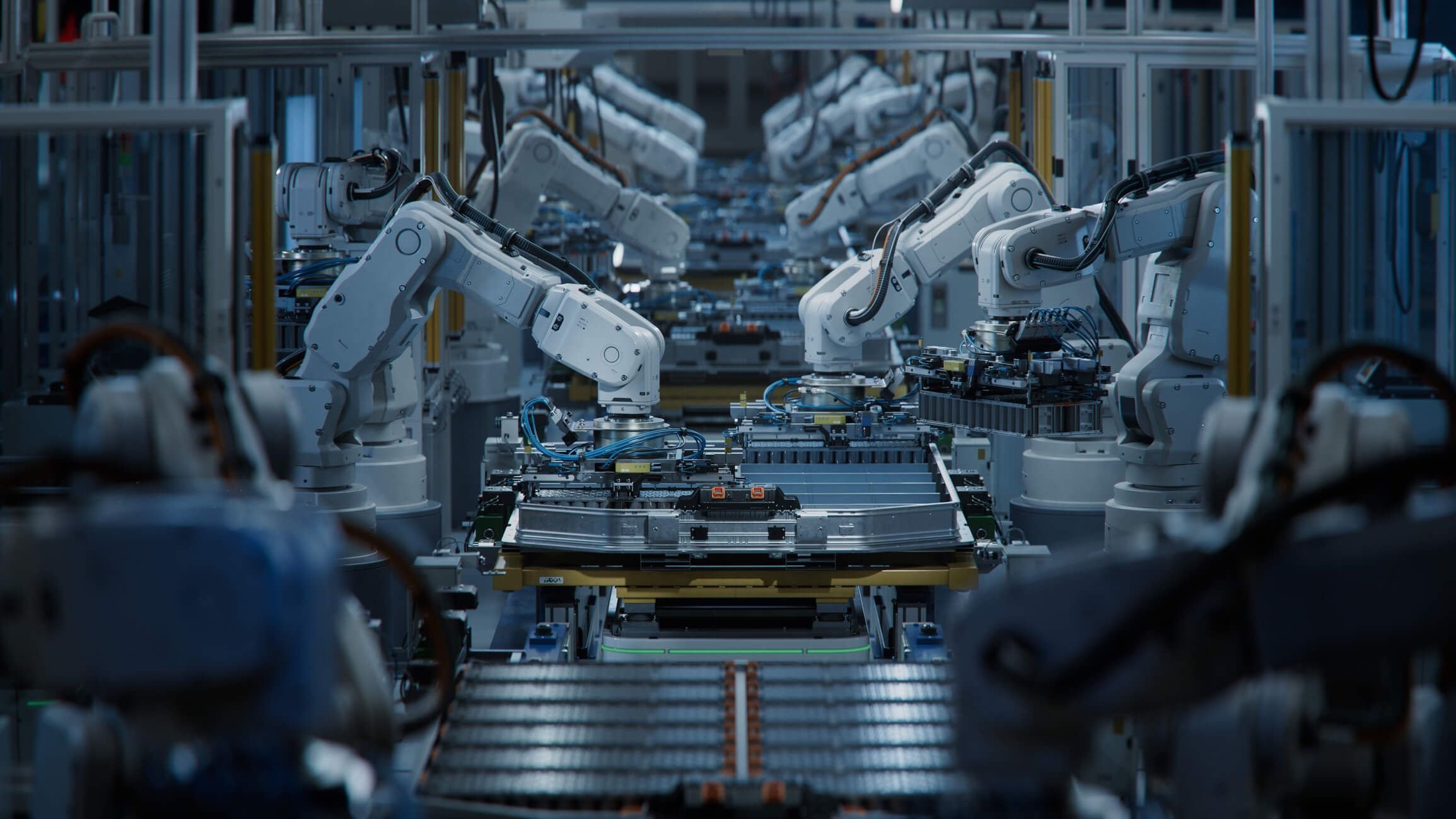
Industry 4.0 conveyors possess the capability to modify their operational behaviour in response to changing production requirements without human intervention. Variable frequency drives adjust motor speeds based on downstream demand signals, creating synchronised material flow that eliminates accumulation zones and reduces work-in-progress inventory.
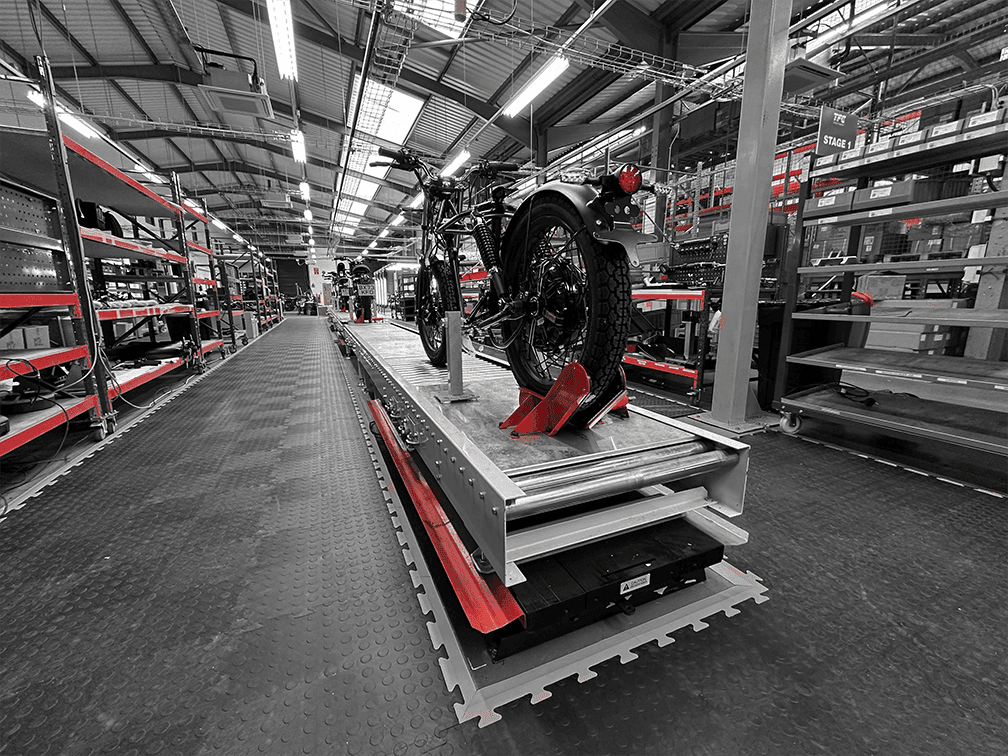
Advanced systems incorporate modular conveyor sections with programmable routing capabilities, allowing products to be directed along different pathways based on real-time production priorities or quality inspection results. This dynamic routing transforms static linear conveyor layouts into flexible networks that can accommodate multiple product variants and changing production sequences without physical reconfiguration.
The integration with warehouse management systems and production scheduling platforms enables conveyors to receive and execute routing instructions automatically, prioritising urgent orders or directing products to available workstations based on current capacity utilisation. This level of autonomous coordination was previously achievable only through complex manual oversight or inflexible predetermined sequences.
Energy Optimisation and Sustainability
Modern manufacturing facilities face increasing pressure to reduce energy consumption whilst maintaining or improving production output. Industry 4.0 conveyors address this challenge through intelligent power management that matches energy input precisely to operational requirements.
Sections of conveyor operate in low-power standby modes when no products are present, activating to full operational speed only when sensors detect approaching materials. Regenerative braking systems capture kinetic energy during deceleration phases, feeding power back into the facility electrical grid rather than dissipating it as waste heat.
The cumulative effect of these energy optimisation measures can reduce conveyor-related power consumption by substantial margins compared to conventional continuously operating systems, contributing meaningfully to corporate sustainability targets whilst simultaneously lowering operational costs.
In addition, energy recovery systems, autonomous maintenance functions and smart machines enable further operational efficiencies within fully automated conveyor networks.