Conveyors as the Foundation of Warehouse Automation
Across high-volume facilities, the shift toward warehouse automation has increased the adoption of warehouse conveyor systems, including conveyor belts, powered roller conveyor, lineshaft roller conveyor, vertical conveyors, and Driven roller conveyor technologies. These systems help manage product flows across production lines, factory packing areas, and assembly operations, whilst supporting heavier workloads such as heavy stock and pallet handling.
Many operations now integrate modular designs, low profile conveyors, and parcel conveyor systems to accommodate multi-sized cartons and varied packaging process requirements. This flexibility enables warehouses to adapt layouts quickly and scale systems without major rebuilds.

The Role of Packaging Conveyors in Contemporary Warehousing
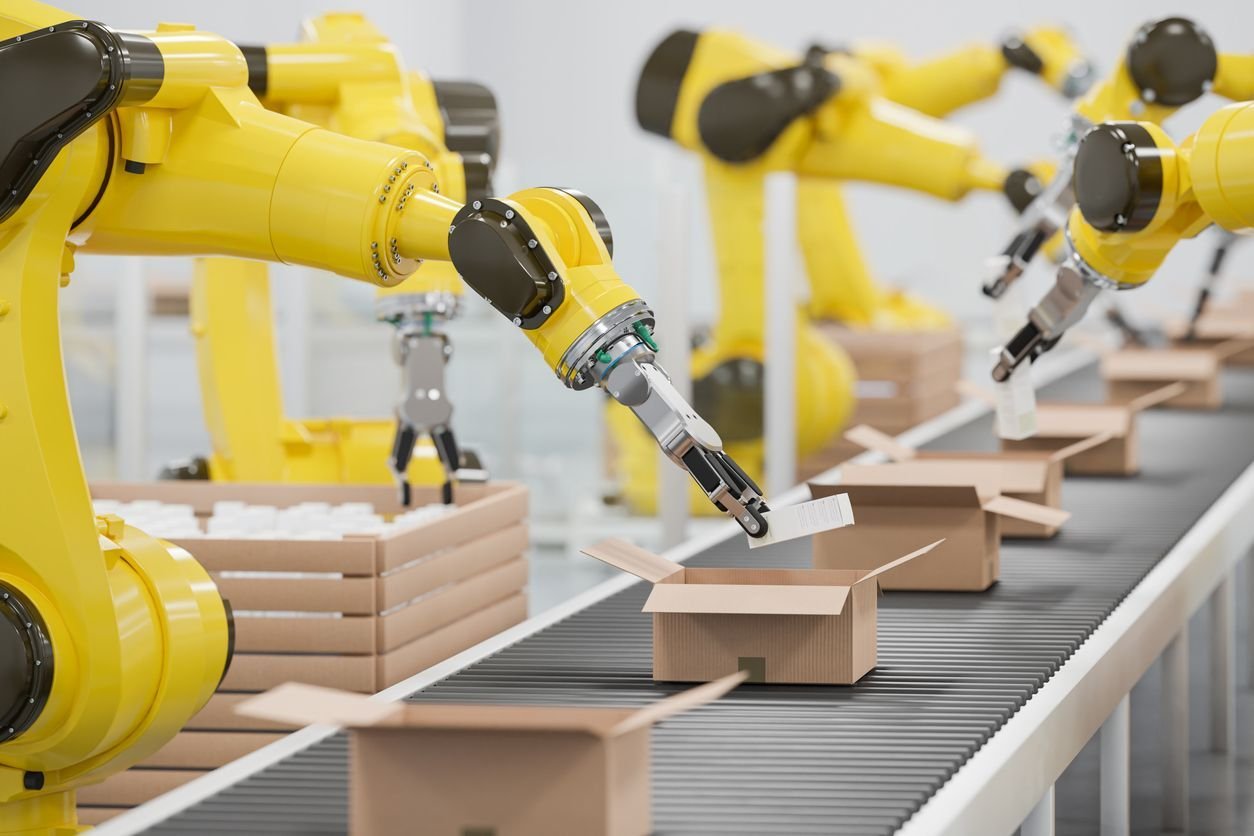
Packaging conveyors represent a fundamental shift from manual handling methods that have traditionally characterised warehouse operations. These systems automate the movement of products between packing stations, quality control checkpoints, and dispatch areas, eliminating the repetitive walking, lifting, and carrying that consumes significant labour hours.
The integration of conveyor technology into packaging workflows creates a continuous flow of materials through the facility. Rather than workers transporting items individually or via trolleys, products progress systematically along predetermined routes. This mechanised approach reduces handling time, minimises the risk of dropped or damaged goods, and allows personnel to focus on value-added tasks such as quality verification and problem-solving.