The Strengths That Make Conveyor Systems a Default Choice
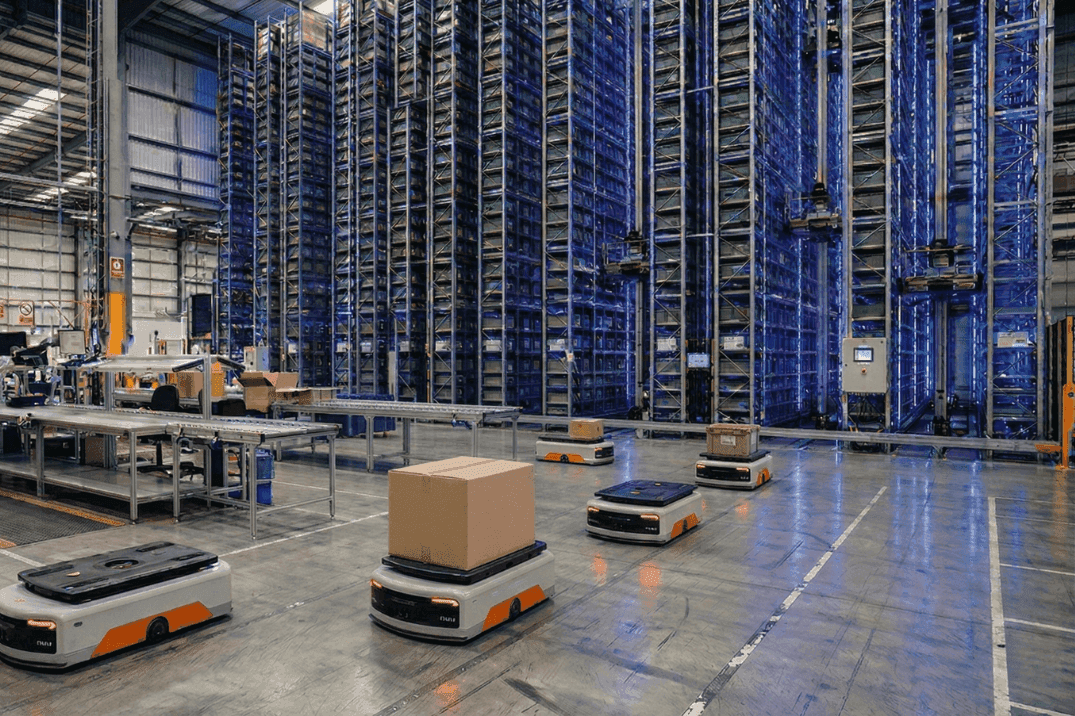
Conveyor systems excel in environments where products follow predictable, repeatable paths at consistent volumes. High-throughput sortation, fixed-route transport between workstations, and accumulation buffering are all applications where conveyors deliver a robust and reliable solution that is difficult to match with other technologies.
The economics are straightforward: once installed, conveyors move large volumes at low per-unit cost with minimal operator intervention. For operations with stable product profiles and well-defined workflows, the case for conveyors remains strong.

The technology is mature, well-understood, and supported by an established supply chain of components, integrators, and maintenance providers across the UK. From food production and beverage manufacturing to e-commerce fulfilment, conveyors remain the dominant material transport method for high-volume operations.
This is also why automated conveyor systems remain central to many production processes. Whether handling finished goods, packaging, or raw materials, a well-designed conveyor layout can support automated production, improve inventory management, and maintain flow across a manufacturing production line or food production line.